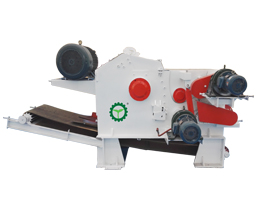

隻要是了解木屑製粒機設備的人,隻要問你木屑製粒機的壓棍與(yu) 模具間隙多少?大多數人會(hui) 說:0.3㎜~0.5㎜,當然這隻是一個(ge) 量化的調節量,如果你真的按照間隙測量的探針法和電阻法測量出這個(ge) 間隙我還真服你了,所以隻教給你簡單實用的方法,不教你無用的量化數字,因為(wei) 不現實能夠實現。

我們(men) 知道木屑製粒機的模具和壓輥經熱處理後其圓度一般會(hui) 稍有變形,調節時應用壓輥的最大外徑與(yu) 環模的最小內(nei) 徑相接觸。如果按照這樣的操作方法其間隙為(wei) 0.3㎜~0.5㎜時,必然後造成間隙過大,顆粒機調整不過兩(liang) 三天你還會(hui) 再次調整,當然隻要你不嫌麻煩,這樣做能夠減少壓棍與(yu) 模具的磨損,無非代價(jia) 是多花點時間頻繁的調整而已。
千萬(wan) 不能用壓輥最小外徑與(yu) 環模最大內(nei) 徑相接觸調整,如果這樣一旦壓輥最大外徑與(yu) 環模最小內(nei) 徑相接觸就會(hui) 產(chan) 生額外徑向作用力(衝(chong) 擊負荷),且出現異常金屬摩擦聲。
關(guan) 於(yu) 網上不懂設備的業(ye) 務員抄錄的一些文章要求壓輥的外表麵與(yu) 環模的內(nei) 表麵輕微接觸,並在主軸轉動下達到似轉非轉。等等這些純屬胡扯,告訴你最直接有效的方法就是:將壓棍的最大外徑點與(yu) 模具的最小內(nei) 徑點在扳手稍稍吃力的情況下緊死就可以。
新設備稍稍緊死,更換模具後沒有換壓棍或者更換壓棍後沒有換模具需要吃力緊死。因為(wei) 中間有木屑的間隔,即使緊死也不會(hui) 是模具與(yu) 壓棍接觸。遵循新壓模吃力小些,舊壓模吃力大的原則就好;雖然壓輥與(yu) 環模間隙太小,壓輥與(yu) 環模容易磨損,反之,間隙太大會(hui) 造成出料困難,但我們(men) 總不能為(wei) 了減少這一丁點的磨損而每天開機前去頻繁的調整模具壓棍之間的間隙吧?
木屑製粒機的棍模間隙調整不合理還會(hui) 出現影響設備壽命的情況發生。
常出現的狀況1、木屑製粒機壓輥,壓棍由於(yu) 額外徑向作用力的作用,通過壓輥偏心軸傳(chuan) 遞反作用於(yu) 壓輪輥架板,使壓輥架板承受周期性的交變應力,壓輥架板定位銷磨損鬆動,從(cong) 而使固定架板的螺絲(si) 承受剪切應力作用,長期在剪切應力作用下導致架板螺絲(si) 和定位銷產(chan) 生剪切斷裂,或者固定壓棍架板的四個(ge) 高強度螺栓鬆動,如果發現不及時會(hui) 造成螺栓掉入棍模之間,造成設備更大的故障。
常出現的狀況2、額外徑向力通過壓輥傳(chuan) 遞給軸承,雖然用於(yu) 支承壓輥旋轉的軸承采用圓錐滾柱軸承能承受一定的徑向和軸向載荷,但軸承長時間在正常負荷下一般發生疲勞點蝕失效,而在衝(chong) 擊負荷下則易發生由於(yu) 軸承內(nei) 外圈滾道,滾珠工作表麵上的局部應力超過材料的屈服極限的塑性變形失效,表現為(wei) 軸承內(nei) 外圈,滾珠上有明顯的不均勻磨損凹坑痕跡,旋轉精度下降,如塑性變形量超過一定值軸承溫度迅速升高,潤滑脂燒焦,軸承保持架變形,軸承卡死而失效。由於(yu) 壓輥軸承是內(nei) 圈固定外圈轉動,如額外衝(chong) 擊負載較明顯,則失效後的軸承保持架某處會(hui) 明顯發現有壓傷(shang) 現象,最終燒壞軸承。
由此可見壓輥與(yu) 環模的間隙不僅(jin) 影響著木屑製粒機出料難易,而且還影響木屑製粒機本身壽命,在生物質顆粒機操作過程中如經常發生架板定位銷斷裂和壓輥軸承損壞現象,在無其他明顯原因的情況下,一般均是環模,壓輥失圓且兩(liang) 者之間間隙調整過小所致。
友情鏈接

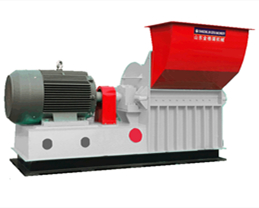
專(zhuan) 業(ye) 生產(chan) 顆粒機,木屑顆粒機,顆粒機生產(chan) 線等設備...

服務熱線
:0531-81293366
手機
:17866977596
傳(chuan) 真電話
:0531-81293377
公司地址
:山東省濟南市章丘區城東工業園
星空体育彩票官网抖音號

獲取報價(jia)