

一:物料水分偏高或偏低
物料含水率過高或過低都會(hui) 堵塞模孔,導致木屑造粒機不出料。
顆粒機廠家技術人員建議:使用幹燥機將水分控製在10%-15%之間,以滿足其造粒要求。
二:木屑造粒機壓輥鬆動
當木屑造粒機的壓輥鬆動時,壓輥與(yu) 模具之間的間隙會(hui) 變大,壓力會(hui) 降低,從(cong) 而無法順利排出物料。模輥間料層過厚,分布不均,造成堵料。
建議:停機檢查,調整夾輥間隙。
三:刮板有問題
壓榨腔內(nei) 大刮板的角度和厚度不正確。
建議:刮刀與(yu) 環模的距離應在2cm左右。更換或重新組裝偏轉刮板。
四:運營商
顆粒機廠家技術人員建議操作者對木屑造粒機的性能和使用方法缺乏了解和掌握,造成木屑造粒機故障或環模堵塞。
建議:操作者應熟悉木屑造粒機的各項技能,使造粒設備處於(yu) 生產(chan) 狀態,生產(chan) 出質量好的顆粒。
五:模輥間隙不當
如果環模與(yu) 壓輥間隙過大,模輥間料層過厚,分布不均,壓輥受力不均,容易打滑。一旦模輥對物料的擠壓力小於(yu) 模孔內(nei) 壁對物料的阻力,物料就無法擠出,木屑造粒機就會(hui) 卡死。
建議:生產(chan) 時注意及時調整模輥間隙。調整時,在壓輥與(yu) 環模之間形成“似依而不依,似轉而不轉”的狀態。在這個(ge) 操作中,造粒技術人員的經驗和手感的調整比較重要。
六:環模壓縮比過大
不同的材料需要不同的壓縮比模具。過大的壓縮比會(hui) 導致進料中的磨料堵塞,產(chan) 生的顆粒會(hui) 出現零星的顆粒發亮,甚至碳化和變黑。
顆粒機廠家技術人員建議:更換適合材料的壓縮比環模。
七:環模輥磨損嚴(yan) 重
壓輥磨損嚴(yan) 重,表麵無齒,摩擦力不足,無法將物料送入環模孔;環模喇叭口磨損嚴(yan) 重,進料口不暢,降低生產(chan) 能力,造成木屑造粒機堵塞。
建議:及時更換磨損的環模和壓輥。
友情鏈接

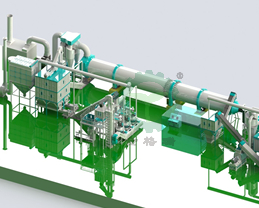
專(zhuan) 業(ye) 生產(chan) 顆粒機,木屑顆粒機,顆粒機生產(chan) 線等設備...

服務熱線
:0531-81293366
手機
:17866977596
傳(chuan) 真電話
:0531-81293377
公司地址
:山東省濟南市章丘區城東工業園
星空体育彩票官网抖音號

獲取報價(jia)